 圖1、大型洗選廠每日洗選量高達40萬顆,每日生產1400多箱產品
圖1、大型洗選廠每日洗選量高達40萬顆,每日生產1400多箱產品近年來我國雞蛋年產量約為75億顆,平均每人每年消費數量為318顆,顯示雞蛋為國人的動物性蛋白重要攝取來源之一。目前國內雞蛋生產區域主要集中在彰化、屏東、台南、嘉義、高雄等地,約佔我國總產量的90%。因應勞力需求與環保意識的變化,蛋雞產業逐漸朝向集約化、專業化的經營模式,雞隻飼養規模從10-20萬,甚至40萬隻的蛋雞場陸續出現,隨著洗選政策與食安觀念影響,逐漸有雞蛋洗選廠的形成,將每日蛋雞所生產的雞蛋進行洗選分級包裝(圖1)。
在每日洗選40萬顆雞蛋以上的大型洗選包裝廠內,依照雞蛋大小有不同的市場需求,經由洗選分級完後販售給不同的客戶。依據客戶各自載運的需求,會有不同規格的紙箱或塑膠籃,使用的棧板、紙箱堆疊方式亦會有所不同,多樣化的產品規格造成無法以標準化的作業模式進行疊棧,而且洗選廠員工平均每日需徒手搬運疊棧2噸以上的重量,勞力需求大及易造成的職業傷害亦是不容忽視的問題(圖2)。為解決勞力負荷大及無法作業標準化的問題,在行政院農業委員會的輔導下,己成功開發一套適合國內的洗選包裝廠彈性搬運系統。
 圖2、廠內員工每日需徒手搬運疊棧2噸以上的雞蛋產品
圖2、廠內員工每日需徒手搬運疊棧2噸以上的雞蛋產品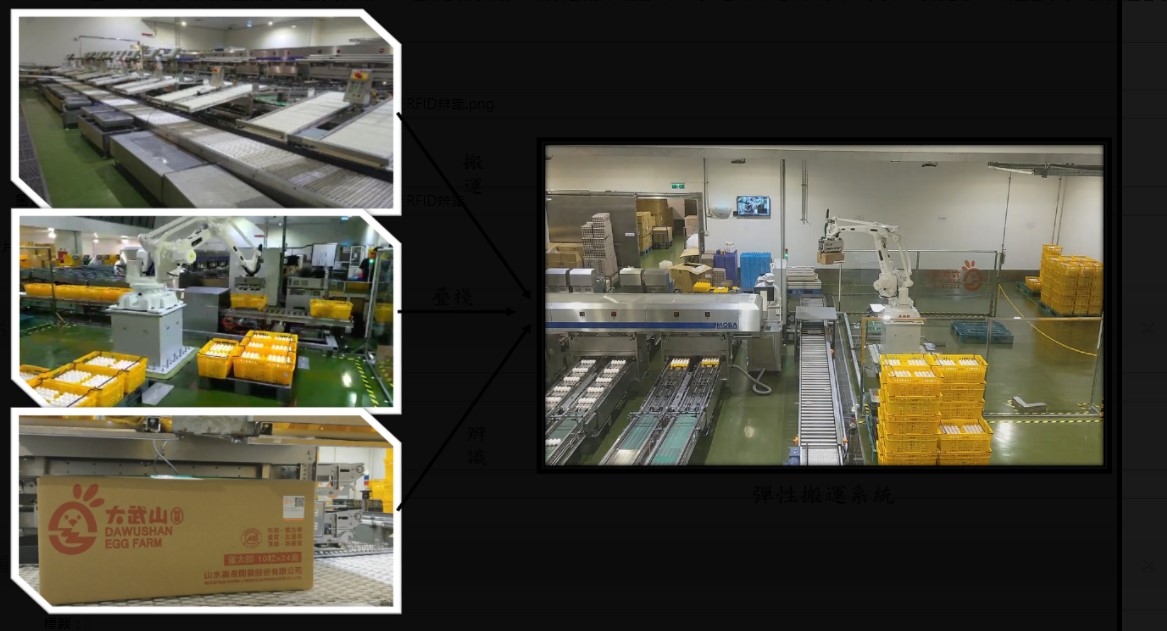 圖3、彈性搬運系統系統圖:水平輸送、垂直疊棧及RFID辨識
圖3、彈性搬運系統系統圖:水平輸送、垂直疊棧及RFID辨識彈性搬運系統依據包裝廠內主要的16種產品進行疊棧規劃設計,利用水平輸送帶將產品運送至辨識區,以超高頻無線射頻(UHF RFID)進行辨識與記錄產品的生產資訊(例如:產品種類、包裝時間、重量等),搭配自動秤重檢測系統判斷產品重量是否正確,若產品重量不正確則分流進入異常區,由人工進行檢驗;若重量正確,則以機器手臂抓取蛋箱(圖3)。因應廠內產品包材多樣化,使用本計畫研發設計的複合夾具,可以切換紙箱吸取或蛋籃鉤取模式,節省更換夾具的時間,並依據各種產品各自的堆疊方式,堆疊到指定的棧板上(圖4)。
此系統可以同時處理三種不同產品的疊棧,紙箱疊棧時間約15秒/箱,蛋籃則約為20 秒/籃,平均每小時可以疊棧約 210 箱(籃),可以負責全廠60-70%的疊棧工作。除了減少廠內員工搬運的大量勞力負荷外,在產品包裝完成後,只需要往前推入輸送帶中即可,也大幅降低作業時間,約可以降低洗選廠25%的生產時間,廠內員工也可避免進行重複搬運重物所產生的職業傷害。
 圖4、複合夾具可以吸取紙箱或鉤取蛋籃
圖4、複合夾具可以吸取紙箱或鉤取蛋籃此外,透過記錄每天產品搬運的總量、重量不足或RFID異常的數量等等,並將資料匯出,可讓管理者快速掌握今日主要產品的生產狀況(圖5)。
彈性搬運系統的研發可以有效降低洗選廠內勞力負荷大及職業傷害的問題,解決臺灣農產品少量多樣化導致自動化困難的困境,提升整體廠內生產效率,邁向智慧化生產與管理,讓臺灣的蛋品加工技術升級。
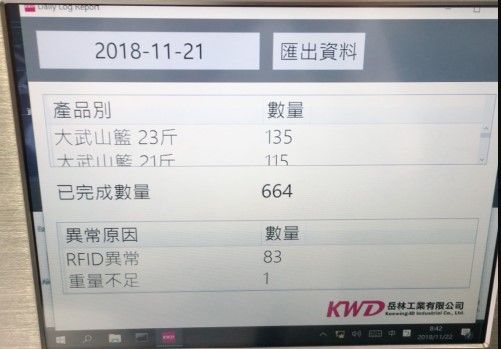 圖5、每日搬運系統搬運數量及相關異常統計
圖5、每日搬運系統搬運數量及相關異常統計▲研發團隊:宜蘭大學生物機電工程學系
計畫網址:http://smartpoultry.org/
聯絡人:張明毅 講師
電話:03-9357400轉7803
傳真:03-9326345
E-mail:ryjou@nfu.edu.tw